von Andreas Keller, Sebastian Aulbach
•
15 Feb., 2021
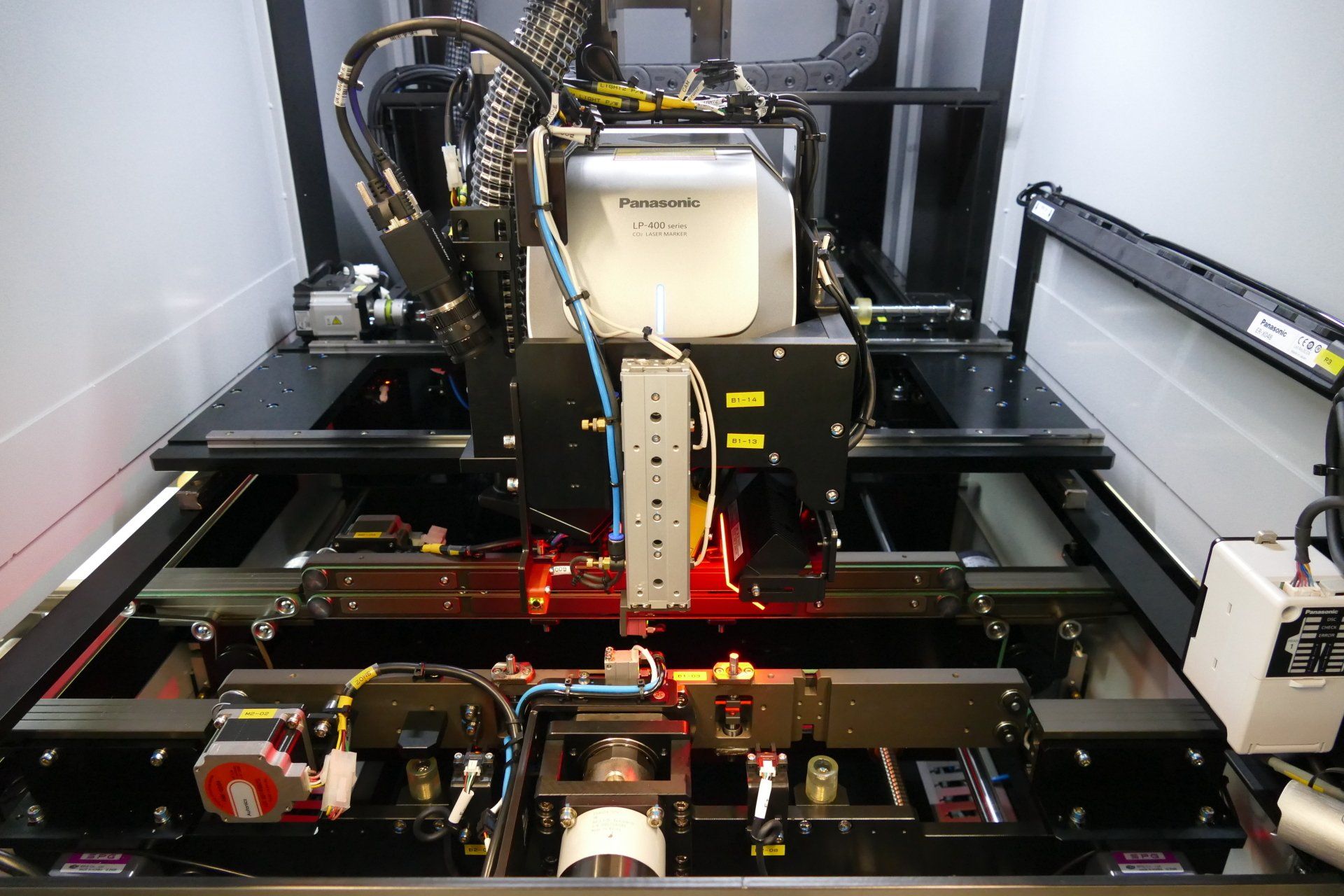
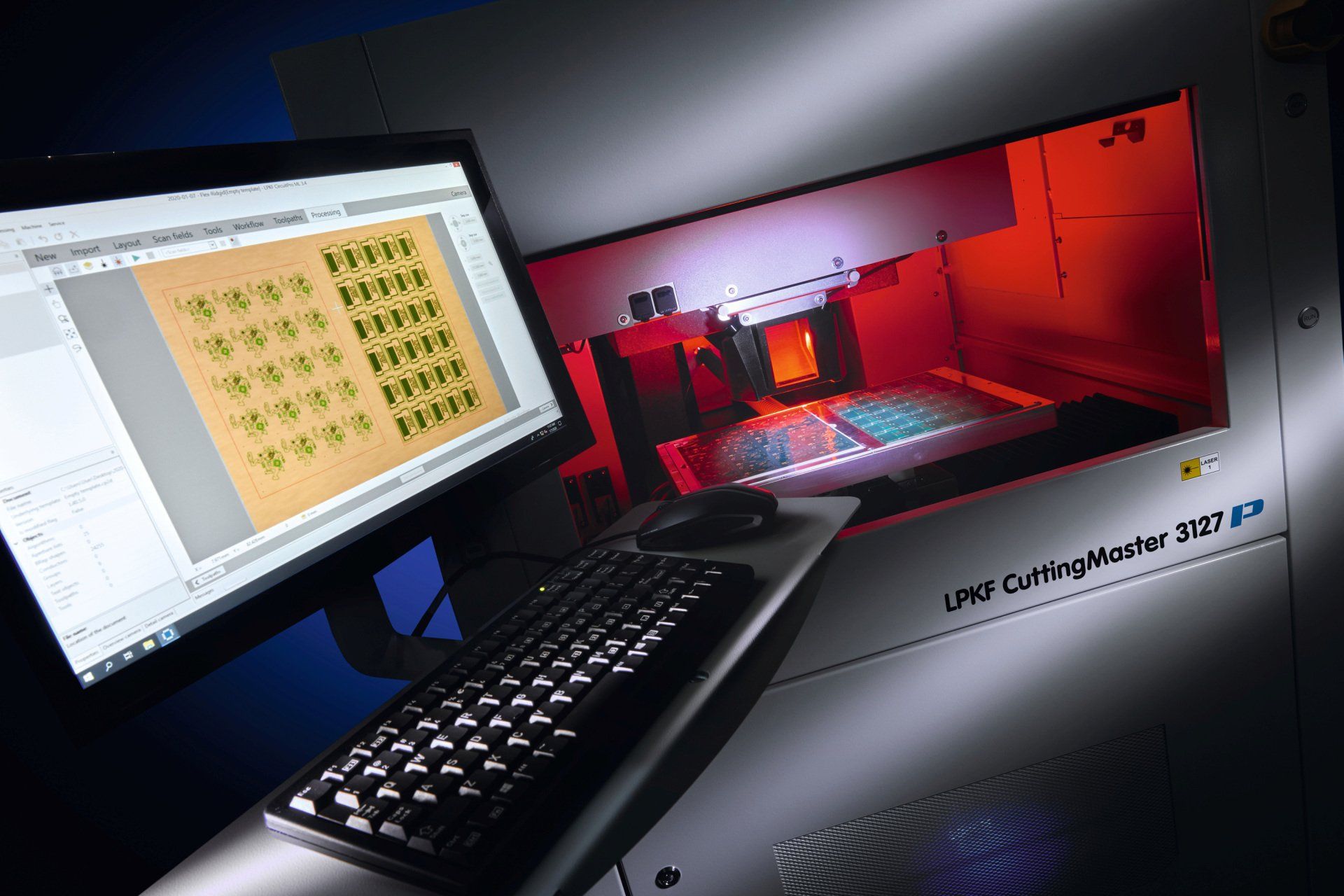
Eine nachhaltige Traceability in der Elektronikfertigung ist für jeden Produzenten wie auch für den Endkunden heute ein Muss. Gerade in unserer Branche, der Elektronikfertigung gewinnt die Traceability immer mehr an Bedeutung. Nur eine frühzeitige, effiziente und automatische Erfassung der Produktionsdaten ermöglicht eine durchgängige Fertigungsüberwachung. So schafft man wiederum Transparenz der einzelnen Prozesse und das Vertrauen in die gesamte Lieferkette. Im Falle einer Reklamation können so rückwirkend die einzelnen Prozessschritte überprüft und ggf. aufgetretene Qualitätsschwankungen aufgedeckt und abgestellt werden. In der Praxis werden dazu die Baugruppen mit einem eindeutigen Barcode gekennzeichnet, um eine Identifizierung zu ermöglichen, getreu dem Motto, „geben Sie dem Kind einen Namen“. Die wichtigsten Verfahren sind DPM und Klebeetiketten Eine der bekanntesten Möglichkeiten der Kennzeichnung von Leiterplatten ist die Verwendung von Klebeetiketten (Aufkleber oder auch Labels genannt). Verwendet wird dabei meist ein weißes Trägermaterial, welches vorab mit einer Information in Form eines 1D oder 2D Codes bedruckt wurde. Der nachweisliche Trend der Kennzeichnung geht hin zum DPM-Verfahren. DPM steht hierbei für „Direct Part Marking“. Beim DPM wird die Kennzeichnung dauerhaft auf dem jeweiligen Produkt (Leiterplatte, Baugruppe) aufgebracht. Als DPM-Verfahren hat sich dabei die Laserbeschriftung durchgesetzt. In der Regel kommt dabei ein CO2-Lasersystem zum Einsatz, welches beim Beschriftungsprozess einen Farbumschlag im Lötstoplack erzeugt. Wie wir alle wissen ist nichts wirklich perfekt, so auch hier. Beide Verfahren bringen in ihrer Anwendung und im Hinblick auf den gesamten Produktlebenszyklus entsprechende Vor- und Nachteile mit sich. Wo Licht da auch Schatten: Die Vor- und Nachteile liegen auf der Hand Schauen wir uns mal das Aufbringen von Etiketten näher an. Im ersten Moment und gerade bei kleiner Stückzahl sehen wir oft den Einsatz von Etiketten als eine kostengünstige Lösung. Werden diese von Hand aufgeklebt, müssen wir uns über die Kosten und die Fehlermöglichkeiten sicher Gedanken machen. Daher bringt man heutzutage die Etiketten überwiegend direkt mit dem Bestücker auf. Dies hat zur Folge, dass eine mögliche Datenerfassung erst ab der Mitte des Fertigungsprozesses erfolgt. Alle unsere vorgeschalteten Prozesse werden somit für die spätere wichtige gesamtheitliche Prozessvalidierung nicht erfasst. Wir setzen typisch sog. Labelfeeder ein, die der Bestückungsanlage die Aufkleber wie ein Bauteil zur Verfügung stellen. Dadurch reduzieren wir natürlich den so dringend benötigten Stellplatz auf der Bestückungsanlage um teilweise bis zu sieben Spuren. Dies hat direkte Auswirkungen auf die Rüstungen und könnte im Einzelfall sogar dazu führen, dass wir ein Produkt nicht komplett mit einer Rüstung produzieren können. Zudem erhöhen sich durch das Setzen eines oder mehrerer Etiketten mittels Bestückungsmaschine auch die Taktzeiten, da Etiketten langsamer bestückt werden müssen. Final hat dies Auswirkungen auf unseren gesamten Fertigungsprozess. Die meist vorgedruckten Etiketten müssen bei einem Produktwechsel auch oft umgerüstet werden, da es produktabhängig verschiedene Anforderungen und Einschränkungen gibt. Oftmals ist der Platz auf der jeweiligen Leiterplatte nicht ausreichend vorhanden und so wird lediglich nur ein Barcode auf den Nutzenrand aufgebracht und nicht jeweils auf alle Einzelschaltungen, was nach dem Vereinzelungsprozess zu einer unvollständigen und nicht mehr nachvollziehbaren Prozesskette führt. Eine solche vereinfachte Kennzeichnung deckt zwar manchmal den reinen internen Prozess zur Datenerfassung ab, am Ende müssen wir uns aber alle überlegen, ob dies unserem Anspruch an Qualität und Liefertransparenz gerecht wird. Immer die Konsequenz aus dem Gesamten dabei beachten. Gewisse technische Einschränkungen sind zudem zu überprüfen. Wir wissen, dass Etiketten kleiner 5x5mm nicht mehr prozesssicher platziert und gelesen werden können. Auf kleinen Etiketten ist natürlich auch weniger Inhalt möglich. Um einen Code muss mindestens ein umlaufender Rand von gut 1mm freigehalten werden um ihn später sauber lesen zu können. Besteht der Wunsch oder die Idee die Etiketten bereits vor der SMT Linie auf die Leiterplatte aufzubringen, müssen wir ein paar weitere Faktoren beachten. Einer davon ist der Druckprozess. Man stelle sich vor, dass ein ca. 100µm dickes Etikett auf die Leiterplatte aufgebracht wird. Eine klassische Druckschablone ist i.d.R. ca. 100-130µm dick. Nun trifft die Schablone auf das 100µm dicke Etikett und verursacht so an und um diese Stelle einen erhöhten Absprung. Dieser führt zu einer ungewollt höheren Aufbringung von Lotpaste, was gerade bei FinePitch zu Fehlern führt. Am Ende ist es auch eine Kostenfrage. Die Kosten für Etiketten steigen mit zunehmender Menge und Varianten. Zudem bedarf es hitzebeständiger und teurer Etiketten (sog. Kapton-Material) für einen prozesssicheren Einsatz im Lötprozess. Nur diese halten einen teilweise zweimaligen Durchlauf durch den Lötofen aus. Eine langfristige Berechnung über die Stückzahlen sollte hier immer vorgenommen werden, um so andere Verfahren wie die Laserbeschriftung auch in Betracht zu ziehen. Ein klarer Vorteil von Aufklebern ist dabei das sehr gute Kontrastverhältnis. Auf ein weißes Etikett wird ein schwarzer Inhalt gedruckt. Auch bei einem späteren Beschichtungsverfahren (Bsp. Schutzlackierung) der Baugruppe kann meist der Inhalt noch sehr gut gelesen werden. Der wichtigste Faktor aber ist, Etiketten können abfallen und somit verlieren Sie alle Informationen. Kommen wir zum DPM-Verfahren und schauen uns dabei die Laserbeschriftung genauer an. Die Laserbeschriftung kommt am Anfang einer SMT Fertigung zum Einsatz. Meist als inlinefähige Anlage direkt in der SMT Linie vor dem Drucker oder als autarke automatisierte „Beschriftungsinsel“ vor der Linie oder bereits im Wareneingang. Die Taktzeiten pro Beschriftung sind sehr kurz. Die Qualität der Beschriftung wird im System gleich nach dem Aufbringen überprüft. Neben dem hohen Durchsatz steht auch die Flexibilität der Kennzeichnung im Fokus einer modernen Laserbeschriftungsanlage. Der Inhalt kann frei definiert und zur Kennzeichnung entsprechend produktspezifisch ausgeführt werden. In der Größe der Kennzeichnung und dem Inhalt sind Sie praktisch frei und so ist eine individuelle Kennzeichnung je nach verfügbarem Platz auf der Leiterplatte umsetzbar. Definitiv verbleibt die Kennzeichnung dauerhaft auf der Leiterplatte und kann nur mechanisch zerstört werden. So sind Sie für alle Fälle auf der sicheren Seite.