Warum Lotpasteninspektion keine bloße Prozesskontrolle ist
Julia Traut • März 04, 2024
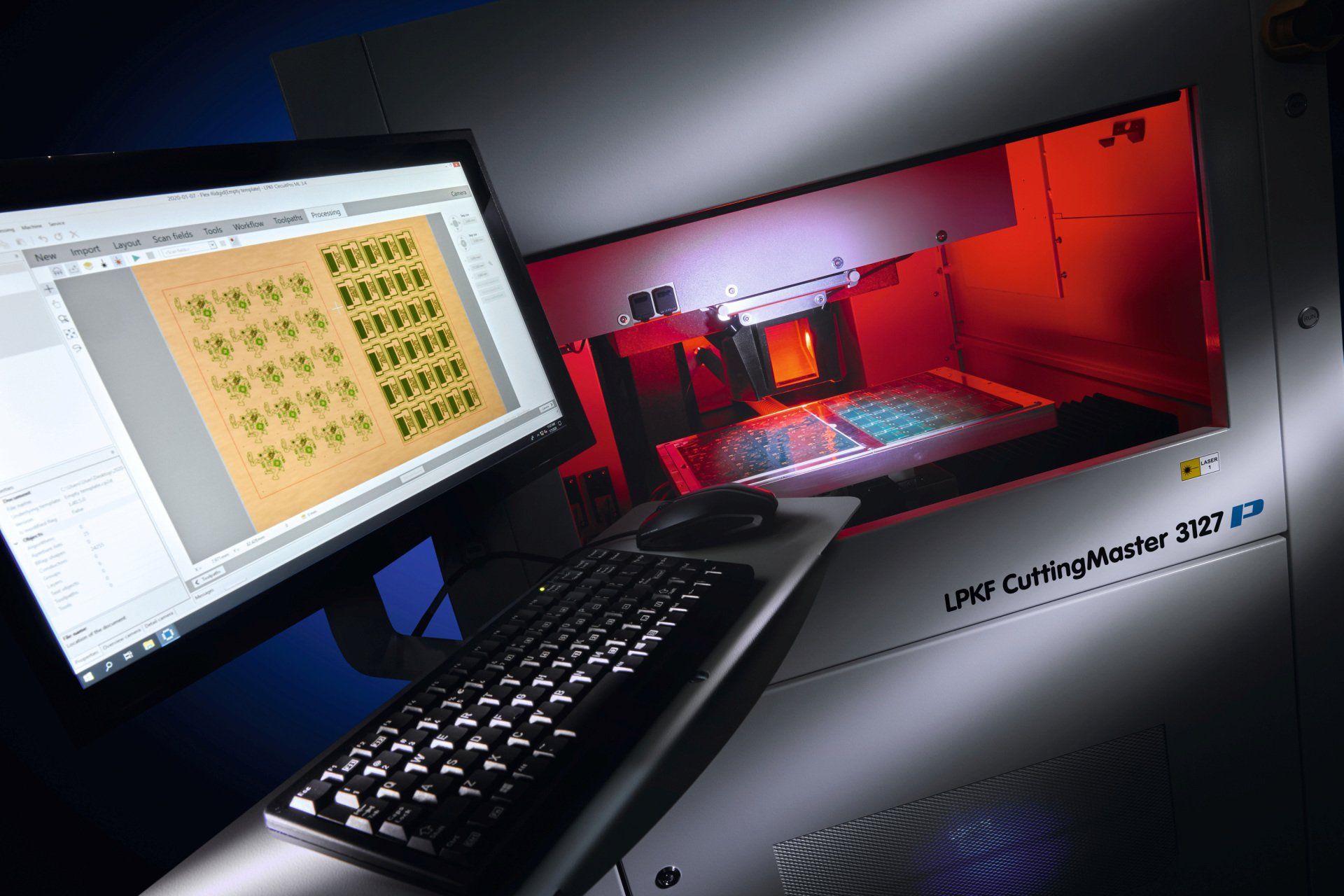
Basierend auf 3D Messdaten des SPI-Systems optimiert Proemion den Druckprozess
Der Telematik-Experte Proemion investierte in ein Lotpasteninspektionssystem und konnte damit binnen weniger Wochen spannende Erkenntnisse zur Druckprozessoptimierung gewinnen: Schablonenspannung, Rakelrichtung, Druckversatz – an diesen Parametern feinjustierten die SMT-Experten auf Basis von SPI-Messergebnissen. Der Artikel erläutert an diesem Best-Practice-Beispiel, warum ein Lotpasteninspektionssystem mehr als ein gut/schlecht Gatekeeper ist.

Liebherr-Bagger, Claas-Traktoren, Kaeser Kompressoren – in diesen Baumaschinen und Nutzfahrzeugen steckt Technologie von Proemion. Der Hidden Champion aus Fulda ist mit seinen modernen Telematik-Flottenmanagementsystemen weltweit vertreten: Tief integriert in die schweren Maschinen sind die Telematikmodule, die mit dem Fahrzeugrechner kommunizieren und Betriebs- und Servicedaten übertragen. „Wir machen nicht nur Hardware, sondern bieten unseren Kunden alle Bausteine einer state-of-the-Art Telematiklösung aus einer Hand. Wir kümmern uns um Datenübertragung aus der Maschine über das Mobilfunknetz in die Cloud und die Visualisierung der gesammelten Daten in der Weboberfläche“, erklärt Philipp Maul, Marketingleiter von Proemion. Die Nutzfahrzeughersteller nutzen die Telematikmodule zur Betriebsdatenauswertung und für den Remote-Zugriff im Rahmen von Wartung und Service.
Qualitätskontrolle durch Lotpasteninspektion
Rund 80.000 Elektronikbaugruppen jährlich fertigt Proemion am Standort Fulda auf einer SMT-Linie. Bereits seit 2002 setzt das Unternehmen auf 100% Rückverfolgbarkeit: „Wir wissen, welche Bauteile von welcher Charge von welchem Hersteller auf einer Leiterplatte verbaut sind. Auch alle anderen Produktions- und Prozessdaten, wie optische Prüfungen und elektrische Tests, werden den einzelnen Baugruppen zugeordnet“, erklärt Stefan Vey, Head of Electronics Production. Ein automatisches optisches Inspektionssystem kontrolliert den Bestück und Lötprozess.
Was dem Produktionsleiter aber noch fehlte: Lotpasteninspektion nach dem Druck. „Wir haben bisher eine optische Kontrolle im Drucker genutzt, aber das ist natürlich kein Vergleich zu dem, was eine 3D SPI leistet“, so Vey. Weil in den Telematik-Modulen einige Stecker, BGAs, ICs und OSC verbaut sind, bringt das SPI eine sehr wichtige Ergänzung zum AOI: Denn nach dem Bestücken und dem Lötprozess kann das AOI nur noch prüfen, ob der BGA richtig platziert wurde und nicht verkippt ist. Nur eine Röntgeninspektion könnte zeigen, was unter dem Bauteil im Reflow-Ofen passiert ist. Allerdings lässt sich mit der Lotpasteninspektion eine gewisse Sicherheit schaffen: War nach dem Druck genügend Lot auf den Depots und zeigt das AOI, das der BGA korrekt platziert wurde, dann können schon einige potenzielle Fehlerquellen ausgeschlossen werden.
Grabsteineffekte reduzieren
Das SPI dient aber vor allem dazu, den Druckprozess zu überwachen: „Wenn man bei einem 0201-Bauteil einen leicht versetzten Druck hat, – mit dem bloßen Auge ist das kaum sichtbar – hat man dann später im Prozess einen Grabsteineffekt“, nennt SMT-Teamleiter Patrick Lutter ein Beispiel. An dieser Stelle könne das SPI nicht nur Fehler detektieren, sondern sehr genau den Prozess regeln, „indem es den Druck nachjustiert, so dass wir dann wieder in der Mitte und nicht am Rand des Prozessfensters sind. Damit sinkt das potenzielle Fehlerrisiko für nachfolgende Prozessschritte.“
Täglich 4 bis 6 Programmwechsel
Bei vier bis sechs Programmwechseln pro Tag habe man schon nach wenigen Betriebsstunden wichtige Erkenntnisse sammeln und über die SPC auswerten können, und so einen manuellen Regelkreis für den Druck etabliert. Dies habe die Grabsteinquote massiv reduziert.
„Wir haben auch viel über unseren Drucker gelernt: Wir mussten leider feststellen, dass die Rakelrichtung Einfluss auf das Ergebnis hat. An den SPI Inspektionsergebnissen kann man für jedes Board sehen, wie es gerakelt wurde, so präzise sind die Messungen der Lotpastendepots“, sagt Lutter. Neben Versatz werden mit dem SPI auch Formfehler geprüft. Daraus konnte Proemion Rückschlüsse für die Schablonen ziehen: „Wir haben den Schablonenrahmen verändert: Wir haben nun einen Rahmen mit höherer Spannkraft, dadurch ist die Schablone stabiler, liegt besser auf und das Druckergebnis ist besser“, erklärt Stefan Vey. Man habe auch den Schablonenreinigungszyklus optimiert, weil durch die SPI-Ergebnisse klar wurde, dass Druckfehler durch mangelhafte Reinigung der Schablonen entstanden.
„Weil Proemion eine eigene Entwicklungsabteilung hat, können wir von der Produktion viel Einfluss nehmen, damit die Schaltungen so designt werden, dass sie sich auch gut produzieren lassen“, erklärt der Produktionsleiter. Gerade im Musterbau werde man früh in die Entwicklung miteinbezogen und habe durch das SPI nun eine genaue Datenanalysemöglichkeit. Dies verkürze die Zeit bis zur Serie, weil man schon in frühen Musterphasen eine schnelle und sichere Produktion aufbauen könne.
-
![Elektronische Komponenten © Proemion]() Button
ButtonProemion ist Experte für Telematikmodule in Nutzfahrzeugen, die mit dem Fahrzeugrechner kommunizieren und Betriebs- und Servicedaten übertragen © Proemion
-
![Bestückte Leiterplatte © Proemion]() Button
ButtonDurch fortschreitende Miniaturisierung und steigende Packungsdichte wird die Lotpasteninspektion immer wichtiger. © Proemion
-
![Bestückte Leiterplatten © Proemion]() Button
ButtonDie Elektronik für die Telematikmodule produziert Proemion auf einer eigenen SMT-Linie © Proemion



Niedrige Pseudofehlerrate
Was sich jetzt im Alltag zeigt, deutete sich schon im Benchmark an: „Wir sind mit bedruckten Boards zu mehreren SPI-Herstellern gefahren und haben vor Ort Boards programmiert und analysiert. Dabei haben wir mit dem Koh Young System sogar einen Echtfehler entdeckt, den die anderen nicht detektieren konnten. Bei den Benchmarks haben wir zudem gesehen, dass die Pseudofehlerrate auch deutlich höher ausfallen kann. Da hat man dann einen riesigen Debugging- und damit Personal-Aufwand“, erklärt Stefan Vey.
Ein weiteres wichtiges Kriterium im Benchmark war die Programmerstellung: Wie schnell erstellt man ein Programm? Welche Daten braucht man dafür und wie viele Pseudofehler entstehen? An diesen Punkten machte Proemion die Entscheidung für den koreanischen Hersteller Koh Young fest.
Schnelle Integration, kein Schlupf
In Deutschland wird Koh Young durch den Distributor SmartRep vertreten, der sich auch um Installation, Service und Support der Anlagen kümmert. „Wir waren ganz überrascht, wie schnell die Installation verlief: Innerhalb von 3 Stunden war das SPI in die Linie integriert und hat sofort voll funktioniert, da war keine Anlaufphase nötig“, lobt Patrick Lutter die gute Abwicklung. Weil die Maschine sehr logisch und einfach aufgebaut sei, konnten der SMT-Leiter und sein Team das System schon nach kurzer Bedien- und Programmierschulung umfassend einsetzen: „Wir hatten wirklich sofort eine sehr niedrige Pseudofehlerrate und keinen Schlupf – genau wie aus dem Benchmark erwartet“.
„Vor dem Hintergrund der zahlreichen durch das SPI ausgelösten Prozessoptimierungen war diese Maschinenparkerweiterung ein wichtiger Schritt für Proemion, der sich schon in kurzer Zeit bezahlt gemacht hat“, fasst Benjamin Blank zusammen. Er ist im technischen Vertrieb von SmartRep tätig und beriet Proemion im Benchmark: „Angesichts der fortschreitenden Miniaturisierung und der steigenden Packungsdichte wird die Lotpasteninspektion immer wichtiger. Hinzu kommt die Bauteilknappheit: Unzureichend bedruckte Leiterplatten können so frühzeitig erkannt und damit Kosten gespart werden, weil sie nicht erst nach dem Bestück- und Lötprozess aussortiert werden.“ So sei schon diese Gatekeeper-Funktion des SPIs äußerst wichtig für eine SMD-Fertigung. Dass natürlich darüber hinaus am SPI viele Erkenntnisse für den Druckprozess gewonnen wurden, zeuge von einer hochprofessionellen Prozessapplikation bei Proemion. „Diese Art des Erkenntnisgewinns durch Datenanalyse ist die Kernidee der Koh Young-Technologie und eine der Schlüsselkompetenzen für die Transformation zur SmartFactory.“